| | 类型:孔加工类 | | 动力类型:液压 | | 工作形式:钻 | |
| | 是否库存:否 | | 品牌:时代百超 | | 型号:CJ100Z | |
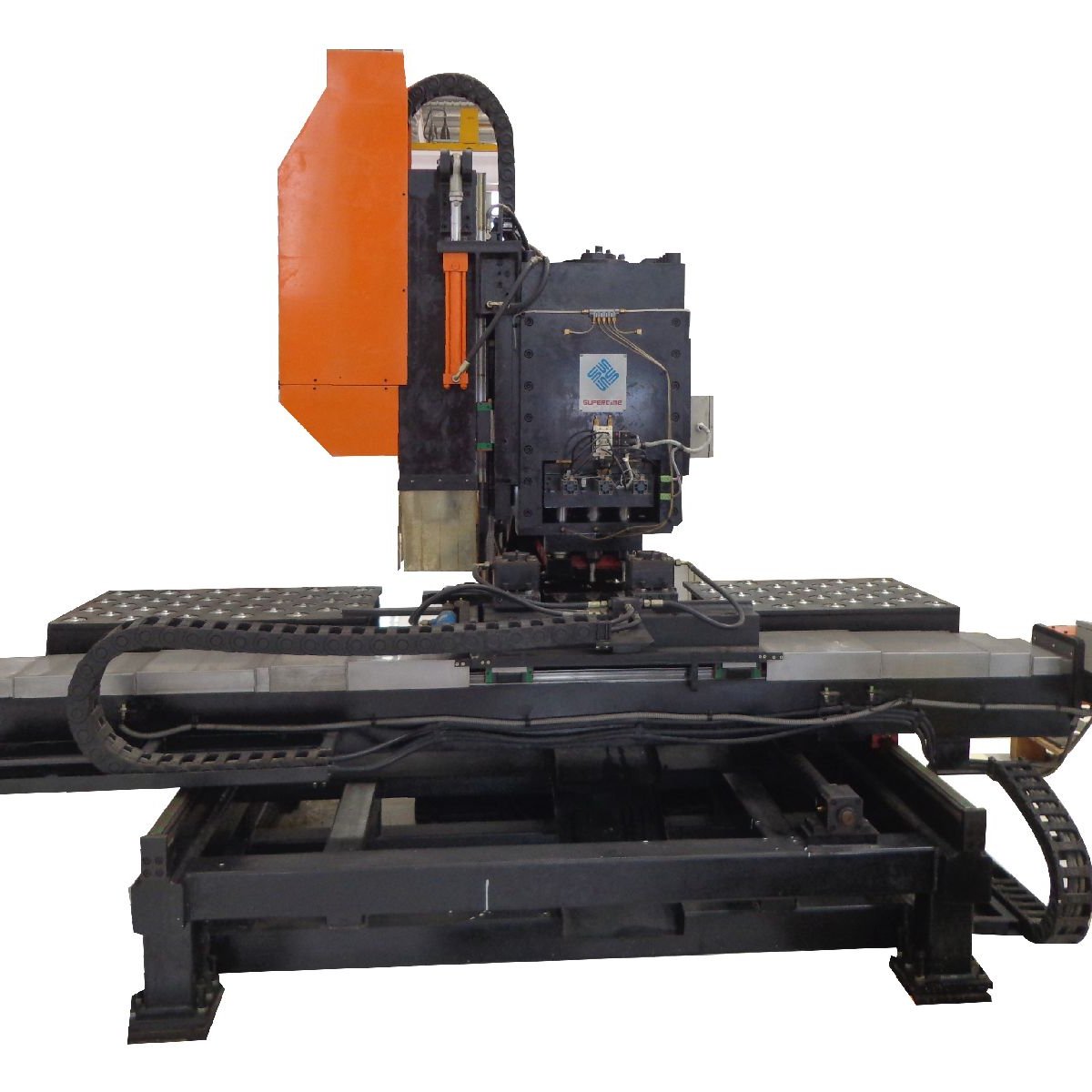
CJZ100数控液压冲钻复合机
一、产品说明
1. 产品用途
该机应用于铁塔行业联接板,以及其它行业金属板材的冲孔及打字作业。
联系人:段经理,
2. 产品特点
*机身采用C型钢板焊接结构,刚性好,操作工间大。本机设有四个模位(其中二个冲孔模位、一个钻孔模位、一个打字模位),模位切换自动进行。夹钳系统能适合不同厚度工件,设有基准零位挡块,工件有滚球工作台支撑。X轴及Y轴运行由伺服电机及滚珠丝杠驱动,由双轴数控系统控制冲孔位置,整个加工过程自动进行,操作者把工件尺寸输入计算机,以后可以反复调用。
*采用数控技术,伺服电机送进,效率高,工件精度稳定;
*主要功能部件采用模块化组装,维修方便。
*同一块板上可实现冲孔、钻孔和打字。
*编程简易,只需键入工件尺寸、孔径、准距、工件数,或用CAD/CAM直换转换;
*具有故障自我诊断功能;
*减轻工人劳动强度,工件精度稳定。
*更贴近客户的随机备件,时时刻刻为客户想到每一个细节问题.
二、技术说明
1.简述
全自动数控扳机生产线,其机身采用C型双片钢板焊接结构,刚性好,抗偏载能力强。主油缸活塞杆装有压头,压头与冲杆之间有垫块,垫块通过气缸完成工位、空位的转换,以实现模具的选取工作。
2.电气说明
(1)电气控制系统配置先进合理,工件编程方便易学,操作简单。
*配置上位计算机,并安装专门的工件编程和系统控制软件,完成扳机工件编程及机器运行监控,故障检查等。
*软件界面友好,操作性强,有良好的交互性,支持鼠标和键盘操作
*清晰有效的管理资源,工件程序的打开和保存均采用通用对话框的形式进行,可在任何目录下打开或保存文件,程序的存取均为独立的文本文件,可异地编程,直接拷贝至本地使用;
*具有强大的编程功能,既可以手动编程又可以利用CAD进行自动编程,自动编程兼容AutoCAD、CAXA98等多种CAD软件;
*显示图形的功能可以检验编程的正确性;
*X、Y轴驱动采用日本安川公司先进的交流无刷伺服电机,保证定位快速准确及免维护。
*编程软件功能强大,简单易学,可进行编程,可以在屏幕上实时地显示出工件图形,并对程序进行检查。
*在机床工作过程中既可以脱机编程,又可以实时监控机床的运转;监控界面的内容丰富,可监控PLC的各个输入输出点及XY的坐标值,此外还附带一个产量计数器控制软件随时监控机器运行,出现故障时,屏幕上会显示出详细的故障原因及处理方法。
(2)控制原理简述
本机主要由数控工作台(Y轴和X轴)、主机、夹钳、模具组成。电气系统可精确控制两轴定位,并控制压料、冲孔、钻孔、打字、换模动作。
3.
工件加工过程实例:
在上位机上,用编程软件将工件程序转换成CNC程序,并下传到PLC中,等待执行。- 上料并夹紧工件,并起动程序自动运行。
- PLC取得一步指令,该指令中有X 、Y轴的坐标数据,还有要执行的动作代码(即用哪套模具冲孔、钻孔、打字等)。
- PLC执行指令,控制X、Y轴伺服电机运行到指令指定坐标位置,并且自动选择冲孔或打字模具。完成后,压紧工件,执行打字、或冲孔动作。
- 循环执行,直到所有指令执行完毕。
三、CJZ100参数
型号 |
CJZ100 |
| 冲孔力(kN) |
1000 |
| 打号力(kN) |
800 |
| 工作厚度范围(mm) |
35 |
| *大工件尺寸(mm) |
1500×800 |
| 模位数 |
4 |
| *大钻孔直径(mm) |
Φ50 |
| 边距 |
钻孔取决于孔径 |
| 液压滑块行程(mm) |
50 |
| 压缩空气源压力(MPa) |
0.5 |
| 字头数量 |
14 或 18 |
| 字头尺寸(mm) |
14×10 |
| 液压泵电机功率(kW) |
15 |
| 伺服电机功率(kW) |
2×2 |
| 钻削主轴行程(mm) |
180 |
| 钻削主轴转速(无级调节,rpm) |
120-560 |
| 钻削主轴功率(kW) |
5.5 |
| 加工精度 W |
符合 GB/T2694-2003 要求 |
| 机器净重(kg) |
7000 |
| 机器外形尺寸 (m)(L×W×H) |
3020×3420×2722 |
 扫一扫,手机浏览
扫一扫,手机浏览
 ¥面议
¥面议 ¥300000.00
¥300000.00 ¥面议
¥面议 ¥面议
¥面议 ¥560000.00
¥560000.00